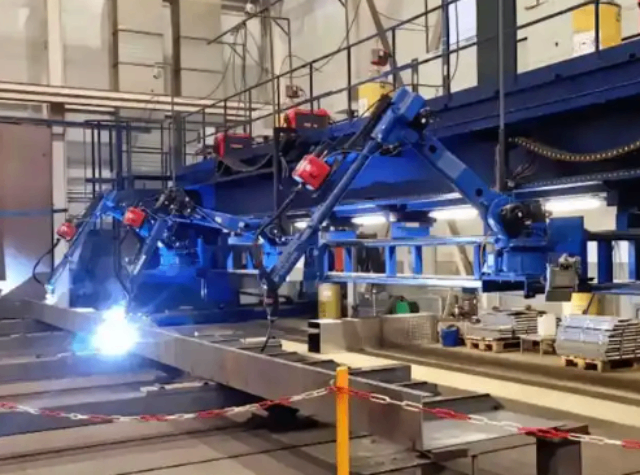
自动化焊接设备的构成:1、焊接电源,其输出功率和焊接特性应与拟用的焊接工艺方法相匹配,并装有与主控制器相连接的接口.2、送丝机及其控制与调速系统,对于送丝速度控制精度要求较高送丝机,其控制电路应加测速反馈3、焊接机头用其移动机构,其由焊接机头,焊接机头支承架,悬挂式拖板等组成,对于精密型焊头机构,其...
焊接自动化设备基本参数
- 品牌
- 枫锦
- 型号
- 齐全
焊接自动化设备企业商机
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得质量焊缝。压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。一般来说,搭接接头不适于在交变载荷、腐蚀介质、高温或低温等条件下工作。工业园区定做焊接自动化设备维保
1957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,**改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。其他的焊接技术还有1887年,美国的汤普森发明电阻焊,并用于薄板的点焊和缝焊;缝焊是压焊中**早的半机械化焊接方法,随着缝焊过程的进行,工件被两滚轮推送前进;二十世纪世纪20年代开始使用闪光对焊方法焊接棒材和链条。至此电阻焊进入实用阶段。1956年,美国的琼斯发明超声波焊;苏联的丘季科夫发明摩擦焊;1959年,美国斯坦福研究所研究成功焊;50年代末苏联又制成真空扩散焊设备。虎丘区特种焊接自动化设备联系方式焊接时形成的连接两个被连接体的接缝称为焊缝。
对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。坡口形式有单面施焊的坡口和两面施焊的坡口。选择坡口形式时,除保证焊透外还应考虑施焊方便,填充金属量少,焊接变形小和坡口加工费用低等因素。厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。
在焊接设备中发展应用微机自动化控制技术,如数控焊接电源、智能焊机、全自动**焊机和柔性焊接机器人工作站。微机控制系统在各种自动焊接与切割设备中的作用不仅是控制各项焊接参数,而且必须能够自动协调成套焊接设备各组成部分的动作,实现无人操作,即实现焊接生产数控化、自动化与智能化。微机控制焊接电源已成为自动化**焊机的主体和智能焊接设备的基础。如微机控制的晶闸管弧焊电源、晶体管弧焊电源、逆变弧焊电源、多功能弧焊电源、脉冲弧焊电源等。微机控制的IGBT式逆变焊接电源,是实现智能化控制的理想设备用于油气管道、核电站、火力发电厂等设施的建设和维护中,提供高效、安全的焊接解决方案。

另外,焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。焊接自动化设备是用于焊接工艺的自动化机械设备,应用于制造业,在汽车、航空航天、电子和重工业等领域。张家港销售焊接自动化设备维保
提供焊接所需的电能,其输出功率和焊接特性需与焊接工艺方法相匹配,并配备与主控制器连接的接口。工业园区定做焊接自动化设备维保
根据自动化实现方式,主要可分为借助**自动焊接机的“自动焊接”以及由可编程多轴机械手实施的“机器人焊接” [9]。现代自动化技术主要依靠计算机控制技术来实现。焊接生产自动化是焊接结构生产技术发展的方向。其关键技术主要包括机器人技术、传感器技术、视觉识别技术、数据分析技术以及集成上述技术的自动化控制系统 [15]。机器人技术是**执行单元,智能控制系统则确保焊接过程在比较好参数下进行 [16]现代焊接自动化技术将在高性能的微机波控焊接电源基础上发展智能化焊接设备,在现有的焊接机器人基础上发展柔性焊接工作站和焊接生产线,**终实现焊接计算机集成制造系统CIMS。工业园区定做焊接自动化设备维保
苏州枫锦自动化设备科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州枫锦自动化设备科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与焊接自动化设备相关的文章

工业园区整套焊接自动化设备维保
- 工业园区直销焊接自动化设备设备厂家 2026-05-27
- 虎丘区整套焊接自动化设备加装 2026-05-27
- 吴中区本地焊接自动化设备费用 2026-05-27
- 相城区销售焊接自动化设备私人定做 2026-05-27
- 虎丘区特种焊接自动化设备联系方式 2026-05-27
- 虎丘区购买焊接自动化设备规格尺寸 2026-05-27
- 昆山绿色环保焊接自动化设备规格尺寸 2026-05-27
- 工业园区直销焊接自动化设备私人定做 2026-05-27
- 高新区特种焊接自动化设备规格尺寸 2026-05-27
- 工业园区定做焊接自动化设备维保 2026-05-27
- 张家港绿色环保焊接自动化设备加装 2026-05-27
- 张家港直销焊接自动化设备保养 2026-05-26
与焊接自动化设备相关的产品
与焊接自动化设备相关的新闻
-
相城区购买焊接自动化设备联系方式 2026-05-26 10:12:23***,气孔。在全位置焊中应用自动焊接设备时,气孔是一种比较常见的问题,导致该问题产生的原因有很多,比如焊材自身的原因、操作不当、环境原因等。鉴于此,为有效地防止这一问题,在实施焊接时,应加强气体的保护,焊接温度不可过高,严格按照比例以及相关要求来充装气体,确保充装纯度达到要求。同时还要注意施焊场地...
-
常熟特种焊接自动化设备销售厂 2026-05-26 00:24:11发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔...
-
太仓直销焊接自动化设备规格尺寸 2026-05-26 15:13:38在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。1951年苏联的巴顿电焊研究所创造电...
-
吴中区整套焊接自动化设备维保 2026-05-26 09:13:11焊接自动化,或称智能焊接技术,是指利用现代科学技术将焊接技术进一步自动化、智能化,旨在降低劳动者的劳动强度,提高焊接技术生产质量 [7]。其**目标是提高焊接生产效率和保证焊接质量的稳定性,实现复杂焊接操作的准确性与可重复性 [16]。(塑料)焊接 采用加热和加压或其他方法使热塑性塑料制品的两个或多...
与焊接自动化设备相关的问题
新闻资讯
产品推荐
-

虎丘区特种焊接自动化设备联系方式
2026-05-27 -
虎丘区购买焊接自动化设备规格尺寸
2026-05-27 -
昆山直销电气控制柜对比价
2026-05-27 -
昆山绿色环保焊接自动化设备规格尺寸
2026-05-27 -
工业园区直销焊接自动化设备私人定做
2026-05-27 -
高新区特种焊接自动化设备规格尺寸
2026-05-27 -

苏州常见电气控制柜规格尺寸
2026-05-27 -
工业园区定做焊接自动化设备维保
2026-05-27 -
张家港绿色环保焊接自动化设备加装
2026-05-27