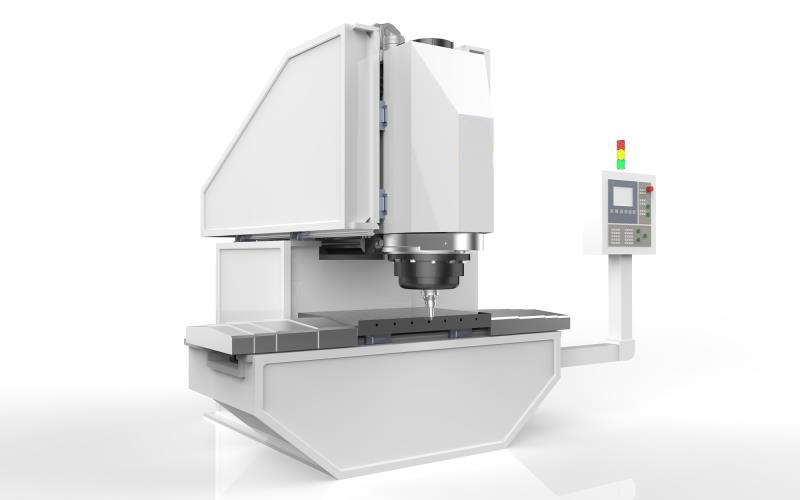
搅拌摩擦焊也适用于钛合金、镁合金、铜合金、铁合金等材料的连接。针对不同的零部件和应用对象,开发研制了系列的搅拌摩擦焊**设备,并且在航空、航天、船舶、汽车等制造领域得到应用。设备主要由机械部分、主轴驱动系统、液压系统、高精度焊接平台及焊接夹具、控制系统、位置传感系统等组成。一影响FSW焊接的...
摩擦焊企业商机
苏州益五机械为您介绍关于苏州搅拌摩擦焊设备的发展历史:
发展历史搅拌摩擦焊搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。挪威已建立了世界上个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;
搅拌摩擦焊技术发展历史悠久,在制造业上的应用也是十分的广的。如果您正需要咨询更多关于搅拌摩擦焊设备的相关信息,您还以咨询苏州益五机械,这里您可以了解到关于搅拌摩擦焊的各类详细技术参数和设备咨询。
苏州地区质量摩擦焊设备供应。台州摩擦焊价钱

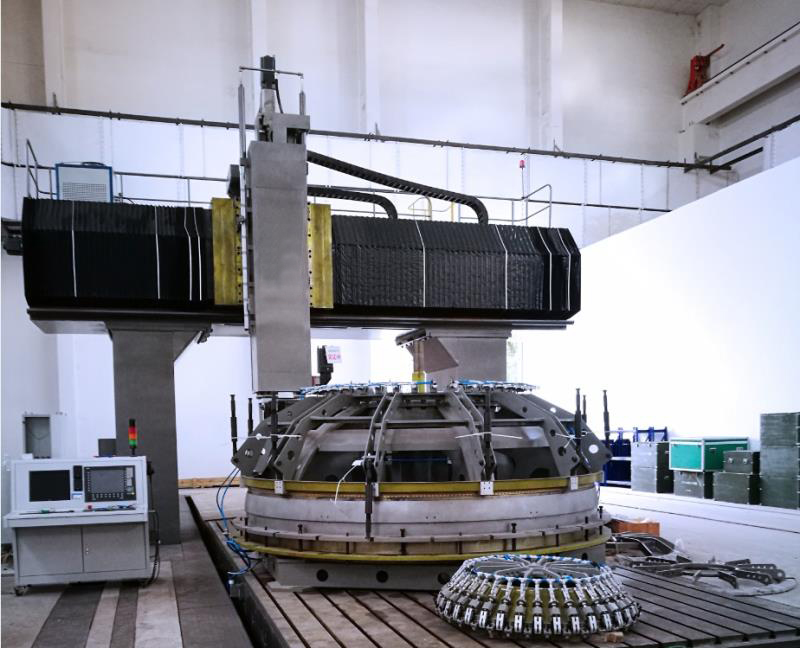
该厂装备公司成功研制了国内首台运载火箭贮箱“总对接环缝”搅拌摩擦焊装备,可用于液氧箱总对接环缝的焊接。虽然搅拌摩擦焊技术在运载火箭贮箱研制中的应用得到多方认可,但要把“总对接环缝”一直采用的熔焊方式更换成搅拌摩擦焊,型号“两总”还是有些不放心。为了确保合练试验的高可靠性,型号“两总”**终决定:液氧箱“总对接环缝”焊接采用熔焊生产。“听到这些,大家真的不甘心,为什么不让我们证明,我们能行!”特种焊接中心负责人高嘉爽博士回忆当时的情景说,“不为别的,如果就这么放弃了。福建摩擦焊品牌苏州搅拌摩擦焊设备供应商,苏州市益五机械。
而轴肩的直径大于搅拌指棒的直径。搅拌头的轴肩的作用:一是可以保证搅拌指棒插入的深度;其次是轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;三是与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。FSW接头焊缝的比较大宽度决定于摩擦搅拌棒肩部直径大小。搅拌摩擦焊要求特殊形状的搅拌指棒,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造。对于铝及其合金等轻型合金材料,在焊接过程中搅拌头的磨损程度很小。焊接过程中,因为搅拌头对焊接区域的材料具有向下挤压和侧向挤压的倾向,所以被焊工件要夹装背垫和夹紧固定,以便承受搅拌头施加的轴向力、纵向力(沿着焊接方向)以及侧向力。通过研究,在对接接头中,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均有较大的工艺裕度,如搅拌摩擦焊对接焊时在接头间隙为厚度10%的条件下,同样可以得到优良的焊接接头。二、搅拌摩擦焊的特点搅拌摩擦焊由于它是一种固相连接,所以与其他焊接方法相比具有很多的优越性。1.搅拌摩擦焊的优点(1)搅拌摩擦焊是一种***、节能的连接方法对于厚度为,可单道焊双面成型,总功率输入约为3kw。
关于传统摩擦焊的定义:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。摩擦焊工艺发展编辑摩擦焊工艺方法已由传统的几种形式发展到二十多种,极大地扩展了摩擦焊接的应用领域。被焊零件的形状由典型的圆截面扩展到非圆截面(线性摩擦焊)和板材(搅拌摩擦焊),所焊材料由传统的金属材料拓宽到粉未合金、复合材料、功能材料、难熔材料,以及陶瓷—金属等新型材料及异种材料领域。词条图册更多图册参考资料1.王高潮.材料科学与工程导论:机械工业出版社,20062.宁斐章,才荫先等编著.摩擦焊[M].北京:机械工业出版社,.3.尹欣编.摩擦焊及其检测技术[M].北京:知识产权出版社,.词条标签:科学百科航空航天分类,食品,航空航天,生活。 摩擦焊设备_益五机械科技有限公司。
也有得把单纯圆柱形加工成螺纹牙型或浅牙形,而端部形状一般为半球形。TWI采用FSW焊接75m特大厚板时,采用的搅拌头表面如图2-2(a)所示,切削成螺纹牙型的螺旋沟,目的是增加对被焊金属的搅拌力。图2-2(b)所示为较为复杂形状的搅拌指棒。图1-2新的搅拌头2.搅拌头肩部的形状和材质如图1-3所示,搅拌头的肩部不是平面状,而是稍带凹面的形状,凹的程度应通过实践来确定。这种肩部形状在旋转摩檫时,会促进其正下方母材表面金属的塑性流动,增强混合搅拌效果。图1-3搅拌头的肩部形状因为搅拌头的肩部是产热之处,可采用热传导率低的二氧化锆作为肩部材料;而有的搅拌头为整体钢制。它与采用通常一体型全钢制搅拌头相比,向搅拌头传导的热减少,即减少了热损失;而且在相同条件下也不会增加FSW热影响区的宽度。在FSW高速焊时,肩部的发热量增加了30-70%。只有当肩部材质为二氧化锆时,向搅拌头侧的热传导会得到有效的***,该搅拌头才适用于高速FSW焊接。3.搅拌头的寿命搅拌头的寿命主要是以搅拌指棒根部的损伤为衡量标准。由于搅拌指棒根部易发生高温疲劳或剪切破坏,而造成损伤。初步试验结果表明,搅拌头的材质、形状、被焊工件的板厚各异以及焊接工艺参数不同。不同型号的搅拌摩擦焊设备,详情介绍。台州摩擦焊价钱
苏州地区质量摩擦焊设备供应。台州摩擦焊价钱
作为传统支柱产业的销售不知何时被贴上了夕阳产业的标签,认为它就是一个劳动密集型产业,和智能制造搭不上边。殊不知,在科学技术飞速发展的当下,竞争对手也纷纷出台了纺织产业领域发展战略。在机械行业中主要研发产品有型材加工中心,摩擦焊,慢走丝,钻攻等,现如今在市场经济体制的影响下,企业为积极参与市场竞争,实施品牌战略,大力发展自主品牌,创立了自己的品牌,才能在竞争中赢得一席之地。2019年上半年,汽车起重机销售了2.55万台,较有限责任公司上年同期大幅增长53.3%。(2016年我国汽车起重机销量跌至低谷,近年来受*****的影响,大型工程建设需要增加,我国汽车起重机销量迅速反弹,预计未来汽车起重机仍将保持大幅增长的趋势)。我国是全球极大的研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。生产国和出口国,拥有完整的产业链布局。研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。是我国国民经济支柱产业和重要的民生产业。目前我国纤维加工量占世界总量的50%以上,研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。产业规模位居世界优先。台州摩擦焊价钱
苏州市益五机械科技有限公司一直专注于研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。,是一家机械及行业设备的企业,拥有自己**的技术体系。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。公司以诚信为本,业务领域涵盖型材加工中心,摩擦焊,慢走丝,钻攻,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司深耕型材加工中心,摩擦焊,慢走丝,钻攻,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。
与摩擦焊相关的文章
温州摩擦焊代理现货
- 送货上门摩擦焊推荐货源 2023-03-30
- 送货上门摩擦焊常见问题 2023-03-26
- 南京小型摩擦焊应用领域 2023-03-23
- 南京多台摩擦焊 2023-03-23
- 嘉兴摩擦焊推荐货源 2023-03-20
- 选型摩擦焊型号 2023-03-20
- 吴江小型摩擦焊企业提供 2023-01-05
- 浙江供应航天特焊搅拌摩擦焊优点 2023-01-05
- 无锡求购摩擦焊设备厂家 2023-01-03
- 常州搅拌摩擦焊业务 2023-01-03
- 小型摩擦焊公司 2023-01-03
- 浙江塑料摩擦焊厂家 2023-01-03
与摩擦焊相关的产品


与摩擦焊相关的新闻
-
吴中旋转摩擦焊多少钱 2023-01-01 17:00:59苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,...
-
常州求购摩擦焊阶格 2022-12-31 15:01:28苏州市益五机械科技有限公司为您提供关于搅拌摩擦焊设备供应商供应内容。,在众多摩擦焊设备供应商当中选择正规的搅拌摩擦焊设备,是非常重要的,建议大家一定要选择有资质的摩擦焊设备供应商,这里可以为大家推荐一个苏州摩擦焊设备供应商——苏州益五机械,这家***航空航天搅拌摩擦焊设备,以及进口慢走丝设备等,主要...
-
常州线性摩擦焊焊机 2022-12-29 16:01:06焊接过程不需要填充焊丝和惰性气体保护;焊前不需要开坡口和对材料表面作特殊的处理。(2)焊接过程中母材不熔化有利于实现全位置焊接以及高速连接。(3)适用于热敏感性很强及不同制造状态材料的焊接熔焊不能连接的热敏感性强的硬铝、超硬铝等材料可以用搅拌摩擦焊得到可靠连接;可以提高热处理铝合金的接头...
-
常州供应航天特焊搅拌摩擦焊企业提供 2022-12-29 21:01:05另外,搅拌摩擦焊还有不受轴类零件限制的优点:不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构以及大型筒体制造、大型平板对接等,扩大了应用范围。 还有无需高的操作技能和训练的优点:搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术...
与摩擦焊相关的问题
与摩擦焊相关的扩展资料【更多】
摩擦焊,是指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。 在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
新闻资讯
产品推荐
-
南通定制双主轴加工中心哪个好
2026-03-24 -

苏州关于双主轴加工中心好的公司
2026-03-24 -

常州制造双主轴加工中心进口设备
2026-03-24 -
常州供应双主轴加工中心价格贵吗
2026-03-24 -

江苏购买立卧复合加工中心保养
2026-03-24 -

吴中关于型材加工中心设备咨询
2026-03-24 -

苏州品质型材加工中心设备保养
2026-03-24 -
常州关于双主轴加工中心采购信息
2026-03-24 -

张家港推荐型材加工中心设备私人定做
2026-03-24