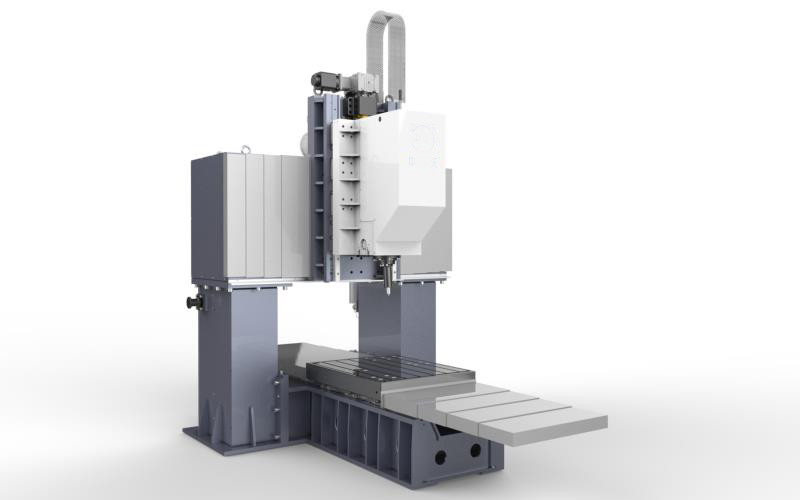
搅拌摩擦焊也适用于钛合金、镁合金、铜合金、铁合金等材料的连接。针对不同的零部件和应用对象,开发研制了系列的搅拌摩擦焊**设备,并且在航空、航天、船舶、汽车等制造领域得到应用。设备主要由机械部分、主轴驱动系统、液压系统、高精度焊接平台及焊接夹具、控制系统、位置传感系统等组成。一影响FSW焊接的...
摩擦焊企业商机
苏州搅拌摩擦焊代理商——苏州益五机械为您介绍关于搅拌摩擦焊设备简介:
苏州搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到***表面氧化膜的作用。 质量摩擦焊设备价格咨询,就找苏州市益五机械。常熟摩擦焊商家
搅拌摩擦焊仍存在以下问题:(1)焊缝无增高在接头设计时要特别注意这一特征。焊接角接接头受到限制,接头形式必须特殊设计。(2)需要对焊缝施加大的压力,限制了搅拌摩擦焊技术在机器人等设备上的应用。(3)焊接结束由于搅拌头的回抽在焊缝中往往残留搅拌指棒的孔,所以必要时,焊接工艺上需要添加“引焊板或退出板”。(4)被焊零件需要由一定的结构刚性或被牢固固定来实现焊接;在焊缝背面必须加一耐摩擦力的垫板。(5)要求对接头的错边量及间隙大小必需严格控制(6)目前只限于对轻金属及其合金的焊接。总之,与熔焊相比,它是一种高质量、高可靠性、***率、低成本的绿色连接技术。目前,搅拌摩擦焊已经可以焊接全部牌号的铝及其合金,如1000系列(纯铝)、2000系列(AL-Cu合金)、3000系列(AL-Mn合金)、4000系列(AL-Si合金)、5000系列(AL-Mg合金)、6000系列(AL-Mg-Si合金)、7000系列(AL-Zn合金)、8000系列(其它铝合金)。也已实现铝基复合材料以及铸材和锻压板材的铝合金搅拌摩擦焊。铝合金搅拌摩擦焊的可焊厚度从初期的~,现已在工业生产中应用搅拌摩擦焊成功地焊接了厚度为~25mm铝合金。并且已实现单面焊的厚度达50mm、双面焊可以焊接70mm的铝合金。常州振动摩擦焊要多少钱可提供摩擦焊设备的代理商。

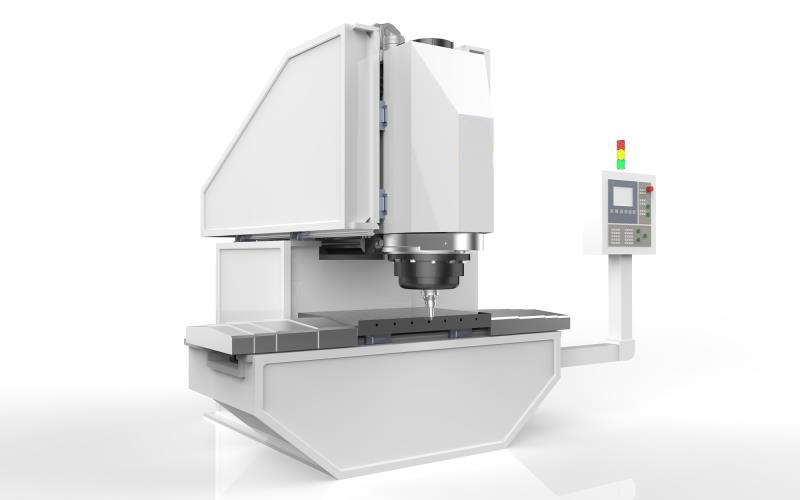
这款中型二维搅拌摩擦焊设备除了以上的设备特点,其中在设备的结构当中,尤其需要采用蜗轮蜗杆传动方式,传动钢性好的C轴。此外还配备大妞矩主轴,高刚性床身,并可扩展恒压力控制、激光焊缝寻踪、起点自动对、焊接参数与提取功能。这些摩擦焊的特点对这款设备的优势更是添加风采,也成为制造业中用途较为广的摩擦焊设备之一。
市场上有太多的摩擦焊设备,那么如果我们采购摩擦焊设备,建议大家可以先了解下摩擦焊设备的特点,以及自己厂的需求,根据自己厂的需求,选择合适的摩擦焊设备
也有得把单纯圆柱形加工成螺纹牙型或浅牙形,而端部形状一般为半球形。TWI采用FSW焊接75m特大厚板时,采用的搅拌头表面如图2-2(a)所示,切削成螺纹牙型的螺旋沟,目的是增加对被焊金属的搅拌力。图2-2(b)所示为较为复杂形状的搅拌指棒。图1-2新的搅拌头2.搅拌头肩部的形状和材质如图1-3所示,搅拌头的肩部不是平面状,而是稍带凹面的形状,凹的程度应通过实践来确定。这种肩部形状在旋转摩檫时,会促进其正下方母材表面金属的塑性流动,增强混合搅拌效果。图1-3搅拌头的肩部形状因为搅拌头的肩部是产热之处,可采用热传导率低的二氧化锆作为肩部材料;而有的搅拌头为整体钢制。它与采用通常一体型全钢制搅拌头相比,向搅拌头传导的热减少,即减少了热损失;而且在相同条件下也不会增加FSW热影响区的宽度。在FSW高速焊时,肩部的发热量增加了30-70%。只有当肩部材质为二氧化锆时,向搅拌头侧的热传导会得到有效的***,该搅拌头才适用于高速FSW焊接。3.搅拌头的寿命搅拌头的寿命主要是以搅拌指棒根部的损伤为衡量标准。由于搅拌指棒根部易发生高温疲劳或剪切破坏,而造成损伤。初步试验结果表明,搅拌头的材质、形状、被焊工件的板厚各异以及焊接工艺参数不同。不同型号的搅拌摩擦焊设备,详情介绍。
搅拌摩擦焊也适用于钛合金、镁合金、铜合金、铁合金等材料的连接。针对不同的零部件和应用对象,开发研制了系列的搅拌摩擦焊**设备,并且在航空、航天、船舶、汽车等制造领域得到应用。设备主要由机械部分、主轴驱动系统、液压系统、高精度焊接平台及焊接夹具、控制系统、位置传感系统等组成。一影响FSW焊接的因素影响FSW焊接过程稳定性和焊接质量的因素,主要有搅拌头的形状、搅拌头的位置、搅拌头的转速、焊接速度、接头精度以及材料拘束等。表2-1列出了影响FSW焊的主要工艺因素和它们的内容要点表2-1搅拌摩擦焊的工艺因素1.搅拌指棒的材质及形状(1)搅拌指棒的材质由于搅拌指棒要产生并承受摩擦热,高温剪切强度是搅拌指棒根部必须考虑的一个很重要的因素。目前英国焊接研究所采用工具钢来制作搅拌指棒,例如TWI的Nicholas采用工具钢AISI-H13。日本采用了SUS440马氏体不锈钢以及工具钢SKD61作为搅拌指棒的材料。从搅拌指棒的高温强度出发,目前搅拌摩檫焊只能焊接铝、镁及其合金和铜合金等。随着搅拌指棒的材质不断开发,可以预见会有更多的材料适用于搅拌摩檫焊焊接。(2)搅拌指棒的形状搅拌指棒的形状为单纯圆柱形或加工成稍带锥形的圆柱形。便捷式了解摩擦焊设备参数。无锡质量摩擦焊图片
质量摩擦焊设备不同型号有不同的特点。常熟摩擦焊商家
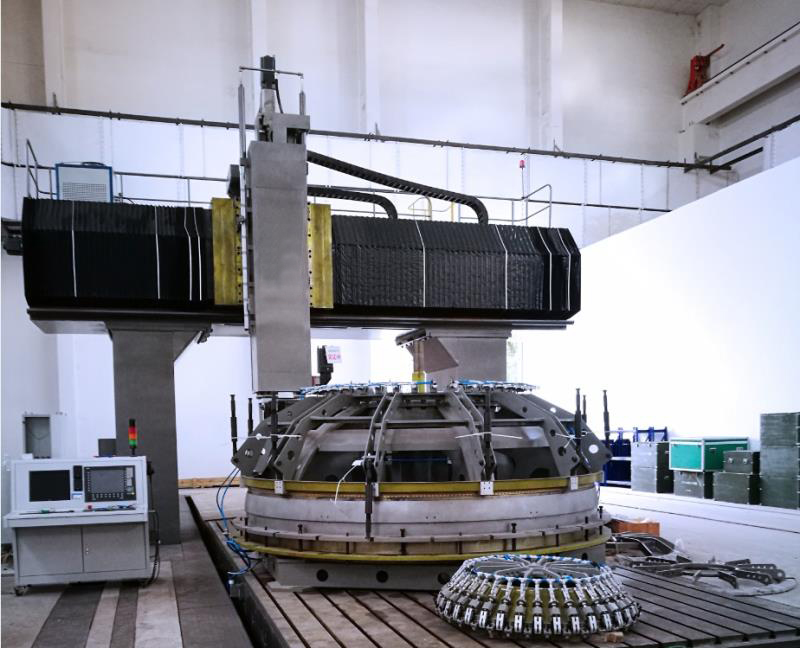
另外,搅拌摩擦焊还有不受轴类零件限制的优点:不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构以及大型筒体制造、大型平板对接等,扩大了应用范围。
还有无需高的操作技能和训练的优点:搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术熟练程度的依赖,质量稳定,重复性高。
较为突出的特点:不需焊丝和保护气氛的优点:焊接时无需填充材料、保护气体,焊前无需对焊件表面预处理,焊接过程中无需施加保护措施,厚大焊件边缘不用加工坡口,简化了焊接工序。焊接铝金材料不用去氧化膜,只需去除油污即可。 常熟摩擦焊商家
苏州市益五机械科技有限公司是一家研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。的公司,致力于发展为创新务实、诚实可信的企业。公司自创立以来,投身于型材加工中心,摩擦焊,慢走丝,钻攻,是机械及行业设备的主力军。益五机械继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。益五机械始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。
与摩擦焊相关的文章
温州摩擦焊代理现货
- 送货上门摩擦焊推荐货源 2023-03-30
- 送货上门摩擦焊常见问题 2023-03-26
- 南京小型摩擦焊应用领域 2023-03-23
- 南京多台摩擦焊 2023-03-23
- 嘉兴摩擦焊推荐货源 2023-03-20
- 选型摩擦焊型号 2023-03-20
- 吴江小型摩擦焊企业提供 2023-01-05
- 浙江供应航天特焊搅拌摩擦焊优点 2023-01-05
- 无锡求购摩擦焊设备厂家 2023-01-03
- 常州搅拌摩擦焊业务 2023-01-03
- 小型摩擦焊公司 2023-01-03
- 浙江塑料摩擦焊厂家 2023-01-03
与摩擦焊相关的产品


与摩擦焊相关的新闻
-
吴中旋转摩擦焊多少钱 2023-01-01 17:00:59苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,...
-
常州求购摩擦焊阶格 2022-12-31 15:01:28苏州市益五机械科技有限公司为您提供关于搅拌摩擦焊设备供应商供应内容。,在众多摩擦焊设备供应商当中选择正规的搅拌摩擦焊设备,是非常重要的,建议大家一定要选择有资质的摩擦焊设备供应商,这里可以为大家推荐一个苏州摩擦焊设备供应商——苏州益五机械,这家***航空航天搅拌摩擦焊设备,以及进口慢走丝设备等,主要...
-
常州线性摩擦焊焊机 2022-12-29 16:01:06焊接过程不需要填充焊丝和惰性气体保护;焊前不需要开坡口和对材料表面作特殊的处理。(2)焊接过程中母材不熔化有利于实现全位置焊接以及高速连接。(3)适用于热敏感性很强及不同制造状态材料的焊接熔焊不能连接的热敏感性强的硬铝、超硬铝等材料可以用搅拌摩擦焊得到可靠连接;可以提高热处理铝合金的接头...
-
常州供应航天特焊搅拌摩擦焊企业提供 2022-12-29 21:01:05另外,搅拌摩擦焊还有不受轴类零件限制的优点:不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构以及大型筒体制造、大型平板对接等,扩大了应用范围。 还有无需高的操作技能和训练的优点:搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术...
与摩擦焊相关的问题
新闻资讯
产品推荐
-

长沙慢走丝设备
2026-05-14 -

苏州慢走丝多少钱
2026-05-14 -

无锡直销慢走丝代理商电话
2026-05-14 -

智能慢走丝供应公司
2026-05-14 -

口碑好钻攻中心报价
2026-05-14 -
常州正规慢走丝
2026-05-14 -

郑州工业慢走丝设备
2026-05-14 -

邵阳**慢走丝
2026-05-14 -

进口钻攻中心上门服务
2026-05-14