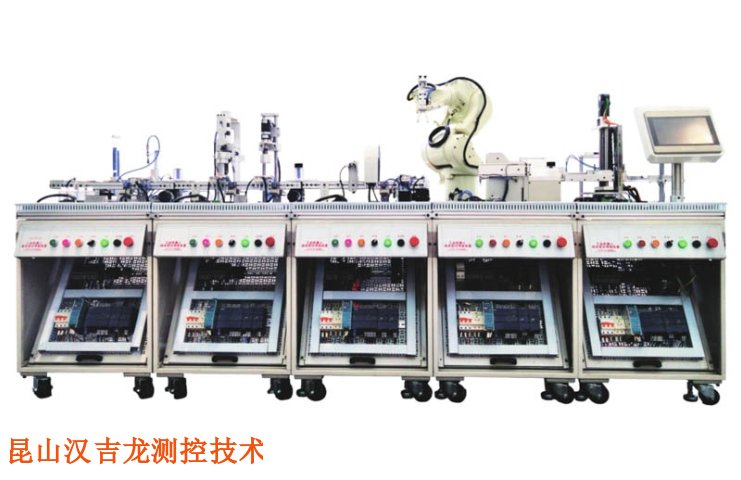
加工单元:把该单元物料台上的工件(工件由输送单元的抓取机械手装置送来)送到冲压机构下面,完成一次冲压加工动作,然后再送回到物料台上,待输送单元的抓取机械手装置取出。3)装配单元:完成将该单元料仓内的黑色或白色小圆柱工件嵌入到已加工的工件中的装配过程4)分拣单元:完成将上一单元送来的已加工、装配的工件...
自动生产线实训装置基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,VALENIAN,VA
- 型号
- VT-ZP350
- 类型
- 自动化
- 加工定制
- 是
- 用途
- 教学实训
- 电机功率
- 20
- 外形尺寸
- 1900x1000x1200
- 重量
- 10
- 产地
- 昆山
- 厂家
- 汉吉龙测控技术有限公司
自动生产线实训装置企业商机
HOJOLO系统整体维护通信网络线路检查:检查通信线路是否正常,包括网线、光纤等,确保无破损、断裂或接触不良的情况。对于无线通信设备,检查信号强度和稳定性,及时调整设备位置或更换天线,保证通信畅通。网络设备维护:对交换机、路由器等网络设备进行定期维护,清理设备缓存,检查网络配置是否正确,确保网络传输的稳定性和速度。每月对网络设备进行一次***检查和维护。环境维护温湿度操控:保持故障报警系统所处环境的温度和湿度在合适范围内,一般温度操控在18-28℃,湿度操控在40%-60%。安装温湿度监测设备,当环境参数超出范围时及时采取调节措施,如使用空调、。电磁环境检查:避免自动生产线实训装置周围存在强电磁干扰源,定期检查电磁环境,如发现电磁干扰异常,及时采取、接地等措施,保证故障报警系统的正常运行。自动生产线实训装置能提高技能。气动系统自动生产线实训装置怎么做

瓦伦尼安 自动生产线装置电源按钮指示灯等:电源DC24V/6A、DC12V/2A各一组;转换开关,蜂鸣器,复位按钮黄、绿、红,自锁按钮黄、绿、红,24V指示灯黄、绿、红;9、物料传送系统:1套10、分拣装配模型(1)气动执行系统1套(2)无油静音气泵:220V/50HZ;功率:750w;压力:8bar;储气罐24L(3)单出双杆气缸,单出杆气缸,气手爪,旋转气缸,电感式接近开关,磁性开关,缓冲阀,双控电磁换向阀等各若干。(4)气管Φ4Φ6若干(5)皮带输送系统:皮带驱动电机(三相380V,100w)3台,平皮带(尺寸约1355×49×2mm)3条;(6)物件分拣系统:单出杆气缸3只,金属传感器1只,光传感器2只,磁性开关6只,物件导槽3个,单控电磁换向阀3只。物料金属5套,尼龙(白色)5套、尼龙(黑色)5套.(8)装配系统1套,包含气动机械手1套,单轴丝杆,57BYG步进电机,DM556步进电机驱动器(9)料斗与料仓1套.(10)PLC编程、组态等软件1套.。 气动系统自动生产线实训装置怎么做自动生产线实训装置实验好设计吗?
工业自动化操控技术实训装置集运动操控、伺服操控、传感器应用、工控组态等技术于一体,满足工业机器人技术、机电一体化技术、电气自动化技术等教学所需。工业运动操控技术实训装置是根据人力资源和社会部制定的"可编程序操控系统设计师"培训及职业标准考核大纲内容,适当增加新技术,按照职业教育培训、职业技能鉴定和实训教学要求而研制的。适合职业院校、职业培训、职教中心、鉴定站/所对可编程序操控系统设计师的四、三、二级开展培训及技能鉴定。二、研发背景1.工业运动操控技术实训台该装置是根据人力资源和社会部制定的"可编程序操控系统设计师"培训及职业标准考核大纲内容,适当增加新技术,按照职业教育培训、职业技能鉴定和实训教学要求而研制的。2.工业迅速发展处理器要求不断提高,教学需要与时俱进设备要不断升级,而教学还需要从基础学起,同时满足需要实验室建设重复会导致浪费和实验室空间。3.一个产品需要多种加工工艺,导致工业现场设备错纵复杂,一个主机不能完成所有工作,需要多个站点进行相互配合完成。4.不同层次的考核需要不同设备,不能有机的进行结合,有些实训完成后无法进行考量检查学生的接受程度。
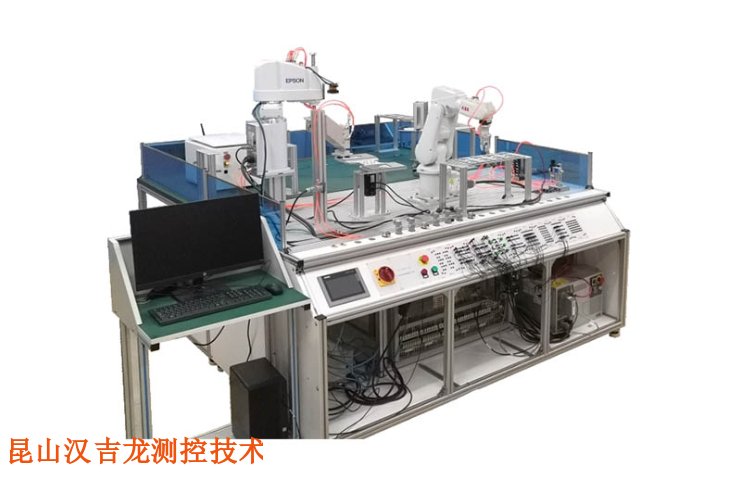
自动生产线实训装置,机电设备安装调试PLC控制教学设备集成了光机电一体化技术、步进电机驱动、伺服电机驱动以及PLC工业网络通信技术,为操作者提供了一个接近实际工业生产环境的训练平台。通过模拟真实的工业自动生产线流程,该设备涵盖了供料、检测、搬运、切削加工、装配、输送和分拣等多个环节。其开放式和拆装式的设计使得设备能够根据教学或竞赛需求灵活组装,充分满足机电一体化和电气自动化技术专业的**能力训练要求。气动系统的安装与调试项目:涉及气动执行元件和控制元件的使用,完成气动方向控制回路、速度控制回路、真空发生器控制回路、气动顺序控制回路、气动机械手装置的安装与调试等任务。不同品牌的自动生产线实训装置在故障报警灵敏性方面有哪些差异?
本设备涵盖现代工业自动化领域中典型的自动操控实训平台,如可编程操控器应用技术、变频器应用技术、触摸屏应用技术、工业网络通讯应用技术等。产品设计充分考虑了目前国内实训教育装备系统的现状及发展趋势,充分考虑学生和培训人员的特点,强调突出学生和培训人员的动手能力,而精心设计而成。在同类设备中具有结构合理、功能完善、便于操作、性价比高。装置的结构设计支持开放式实验教学与设计性实验开发和强大的工业网络操控,特别适合当今教育教学和创新实验设计及工程技术培训。使用于机电类和非机电类的《可编程操控器技术》、《电气及PLC操控技术》、《PLC及其应用》、《变频器调速技术》、《现场总线操控技术》等课程的教学与技能实训。讲解自动生产线实训装置知识易懂吗?气动系统自动生产线实训装置怎么做
我们该如何优化自动生产线实训装置的运***动系统自动生产线实训装置怎么做
自动生产线实训装置软件部分检查与测试报警阈值设置参数检查:进入故障报警系统的参数设置界面,检查各类传感器的报警阈值设置是否合理,是否符合设备的正常运行范围和安全要求。阈值调整测试:适当调整报警阈值,然后模拟相应的故障场景,观察系统是否能在新的阈值条件下准确报警。故障诊断逻辑程序检查:查看故障诊断程序的逻辑代码,检查是否存在漏洞、错误或不合理的判断条件。模拟故障测试:根据自动生产线的常见故障类型,通过软件模拟不同的故障组合和顺序,检查系统能否正确判断故障类型并发出相应的报警信息。数据传输与显示通信测试:检查故障报警系统与自动生产线其他设备之间的通信是否正常,通过发送和接收测试数据,查看数据传输是否准确、及时,有无丢包、错包现象。显示测试:在模拟故障时,观察系统的显示屏或监控界面是否能准确显示故障信息,包括故障发生的时间、位置、类型等,显示内容是否清晰、完整。 气动系统自动生产线实训装置怎么做
与自动生产线实训装置相关的文章

智能化自动生产线实训装置
- 智能化自动生产线实训装置系统 2025-03-04
- 气动系统自动生产线实训装置怎么做 2025-03-02
- 自动化装置自动生产线实训装置企业 2025-03-02
- 机械自动生产线实训装置服务 2025-03-01
- 原装进口自动生产线实训装置系统 2025-02-28
- 重载自动生产线实训装置定制 2025-02-28
- 自动化装置自动生产线实训装置连接 2025-02-28
- PLC自动生产线实训装置哪里买 2025-02-28
- HOJOLO自动生产线实训装置使用 2025-02-27
- VT-SJC1000自动生产线实训装置使用 2025-02-27
- 上海自动生产线实训装置使用 2025-02-27
- 上海自动生产线实训装置定制 2025-02-26
与自动生产线实训装置相关的产品

与自动生产线实训装置相关的新闻
-
昆山自动生产线实训装置怎么做 2025-02-23 14:06:28自动生产线实训装置的运行优化需要多方面的数据支持,这些数据涵盖设备运行、生产流程、产品质量、人员操作等多个维度,能够为发现问题、分析原因以及制定优化策略提供有力依据,具体如下:设备运行数据设备状态参数:包括设备的电压、电流、功率、温度、振动等实时数据,这些数据能反映设备的运行状况,帮助判断设...
-
机械自动生产线实训装置特点 2025-02-22 15:06:22VALENIAN设备硬件及网络方面硬件质量:装置的硬件质量直接影响报警灵敏性。高质量的硬件,如具有良好电气性能的操控器、通信模块等,能迅速准确地传输信号,实现故障信息的及时传递和报警。像一些采用工业级标准硬件的实训装置,数据传输延迟可低至毫秒级。低质量硬件可能出现信号传输中断、延迟等问题...
-
机电一体化自动生产线实训装置 2025-02-20 03:07:14自动生产线实训装置的运行优化需要多方面的数据支持,这些数据涵盖设备运行、生产流程、产品质量、人员操作等多个维度,能够为发现问题、分析原因以及制定优化策略提供有力依据,具体如下:设备运行数据设备状态参数:包括设备的电压、电流、功率、温度、振动等实时数据,这些数据能反映设备的运行状况,帮助判断设...
-
HOJOLO自动生产线实训装置公司 2025-02-20 13:06:04定期维护参数校准按照设备制造商的建议和要求,定期对传感器等关键部件进行参数校准,确保其检测的准确性和可靠性。例如,压力传感器需要定期校准压力值,温度传感器需要校准温度检测精度等。对控制器的参数进行检查和调整,确保其对传感器信号的处理和判断符合设定的逻辑和标准,根据实际生产情况和设备运行状态,优化报警...
与自动生产线实训装置相关的问题
新闻资讯
产品推荐
-

宁夏无线激光对中仪
2026-03-08 -

湖北汉吉龙轴找正仪
2026-03-08 -

经济型对中仪服务找正方法
2026-03-08 -

S和M激光对中仪器图片
2026-03-08 -

多功能轴找正仪供应商
2026-03-08 -

汉吉龙测控轴找正仪校准规范
2026-03-08 -

辽宁S和M轴找正仪
2026-03-08 -

激光联轴器振动红外对中仪特点
2026-03-07 -
机械轴找正仪服务
2026-03-07