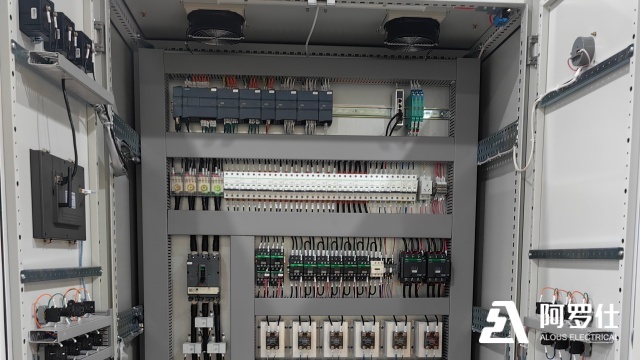
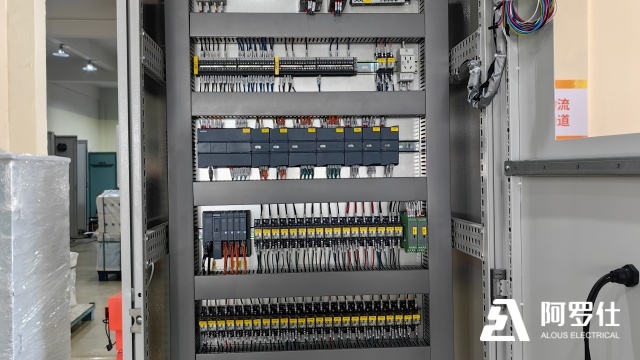
plc柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。从需求对接后的plc柜设计,到制造、现场安装再到调试交付,阿罗仕让您的电气系统建设更顺畅。常州水处理plc柜推荐

plc柜日常维护需每季度检查散热系统运行状态,避免散热失效导致元件过热损坏,散热系统(如散热风扇、工业空调、散热片)是维持plc柜内适宜温度的关键,若散热系统失效,柜内温度会快速升高,超过元件允许工作温度,导致元件性能下降、寿命缩短,甚至烧毁。因此,需每季度检查散热系统:对于散热风扇,检查风扇是否正常转动,有无异响、卡顿,清理风扇叶片和进风口的灰尘,若风扇损坏需及时更换;对于工业空调,检查空调运行状态,测量柜内温度是否在设定范围内(通常 25℃-35℃),清理空调滤网,检查制冷剂是否充足,若空调故障需及时维修;对于散热片,清理散热片表面的灰尘,检查散热片与元件的接触是否紧密,若接触不良需重新固定或涂抹导热硅脂。此外,还需检查散热通道是否通畅,柜体进风口、出风口有无被遮挡,确保空气能正常流通,尤其在夏季高温季节,需增加散热系统的检查频率,改为每月一次,防止散热失效导致元件过热损坏。常州水处理plc柜推荐阿罗仕适配多场景的plc柜,灵活满足不同车间需求,提升资源利用率。
低压PLC柜安装调试不当易引发故障,5个细节要做好。一是接地规范,柜体接地电阻≤4Ω,PLC系统单独接地,避免与动力接地共用;二是布线隔离,强电(主回路)与弱电(控制回路)间距≥10cm,模拟量线用屏蔽线;三是参数设置,按程序逻辑设置I/O地址、定时器、计数器参数,保存备份程序;四是空载测试,检查指示灯、继电器动作是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。
低温环境使用的plc柜需加装加热装置,防止元件因低温失效,在寒冷地区户外、冷库、冷冻车间等低温环境(温度低于 - 5℃),plc柜内元件(如 PLC、接触器、继电器、电池)易因低温出现性能下降或失效:PLC 的液晶显示屏可能出现花屏、黑屏,接触器和继电器的线圈电阻增大导致吸力不足,电池(如备用电源电池)容量下降甚至无法放电。因此,低温环境用plc柜需加装加热装置,常用的加热装置有加热片、加热管,安装在柜体底部或后部,通过温度控制器自动控制加热:当柜内温度低于 0℃时,加热装置启动,将柜内温度维持在 5℃-15℃;当温度高于 15℃时,加热装置停止,避免温度过高影响元件。同时,柜体需加强保温设计,柜体侧板、顶板可加装保温层(如聚氨酯保温层),减少柜内热量散失;柜门密封胶条需选用耐低温材质(如三元乙丙橡胶),防止低温导致胶条硬化、密封失效。此外,还需选用低温等级的元件,如宽温型 PLC(工作温度范围 - 30℃-70℃),确保元件在低温环境下正常工作。阿罗仕plc柜筑牢安全防线,持有ISO9001、CCC、CE 等认证,可按行业标准定制生产。
plc柜的使用寿命通常为 10-15 年,定期维护可延长其使用周期,plc柜的使用寿命受材质、元件质量、使用环境和维护情况影响:若材质优良(如不锈钢柜体、高质量元件)、使用环境温和(常温、干燥、无腐蚀)且维护到位,使用寿命可超过 15 年;若材质较差、使用环境恶劣(高温、高湿、高腐蚀)且缺乏维护,使用寿命可能不足 10 年。定期维护是延长使用寿命的关键,维护内容包括:每 3 个月检查散热系统(风扇、空调)运行状态,清理散热通道;每半年进行内部除尘,检查接线端子是否松动;每年进行绝缘电阻测试,检查绝缘材料是否老化;每 2 年检查密封胶条、联锁装置,更换老化的易损件(如密封胶条、指示灯)。此外,还需避免plc柜过载运行,根据负载变化及时调整元件参数或扩容,防止元件长期过载导致寿命缩短;若发现柜体变形、元件烧毁等严重问题,需及时维修或更换,避免故障扩大影响整体使用寿命。阿罗仕提供专业plc柜安装指导,确保设备正确调试,快速投产。上海自动化plc柜供应商
阿罗仕适配自动化生产线的plc柜,实现与设备联动,提升生产节拍。常州水处理plc柜推荐
汽车生产线的plc柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc柜发送 “焊接完成” 信号,plc柜再控制输送线将工件送至下一工序。此外,plc柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc柜会立即向机器人发送停机指令,确保人员和设备安全。常州水处理plc柜推荐



