- 品牌
- 无锡大特不锈钢
- 材质
- 202
固定夹中间3条筋板的厚度为6mm,腹板的厚度为3mm,由于筋板与腹板的交叉位置为热节点,其热节 圆约为8mm,远远大于作为补缩通道的腹板厚度。在凝固结晶时,铝液很难通过3mm腹板对热节部位进行补缩,易产生缩松缺陷。B(B1、B2)、C(C1、C2)节点缩松较明显;通过对D(D1、D2)点至浇口位置的腹板加厚1.5mm修模处理后,D(D1、D2)点位置因距内浇口较近,其缩松状况得到明显改善,宏观断口已看不到缩松,B(B1、B2)、C(C1、C2)节点距离相对较远,缩松状况改善不明显。同时具有外观光滑、高精度、**度、安装便捷等特点。安装电缆固定夹质量检测

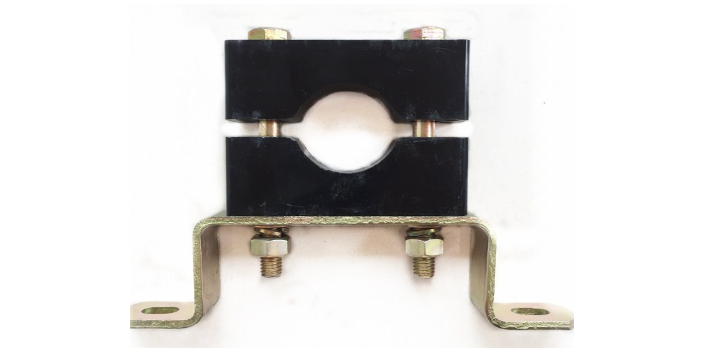
电缆夹具由夹具主体,弹簧,销轴和开关销组成。夹具主体的H形上,下内侧分别设有导向槽,该导向槽的两端设有与上,下侧相对应的四个方孔。一侧有两个平行的连接板,另一侧有一个连接板,并且在每个连接板上开有相同直径的圆孔。电缆夹具主体以钢板为骨架,表面由熔化的尼龙材料制成,形状为中心绘制的不对称H形结构。通过电缆夹具固定电缆和水管的方法是通过弹簧锁定的方法实现的。电缆夹具具有***的应用范围,可用于**普通采矿和综合采矿。电缆夹具一般由防涡流夹,固定支架和其他产品组成。安装电缆固定夹质量检测采用冷轧钢板转弯、焊接成型,表面镀锌或喷塑处理,具有安装方便、品种齐全、美观等特点。
为了了解固定夹成形时的状态,在开始模具设计时,充分利用 Magma模拟软件对固定夹进行充型时流场和温度场分析,以观察其充填状态和凝固状态,从而判断制件可能产生缺陷的部位。挤压模拟用参数、充型状态分析以及成形凝固分析、为模具的浇注系统和溢流系统设计以及挤压铸造工艺参数确定提供了依据。铸件在成形过程中,液流充填过程较为顺畅,局部存在卷气现象,但通过开设溢流和排气槽,充填效果得到了改善。铸件基本实现了顺序凝固。 [1]
考虑到零件弯曲回弹,在零件弯曲处加了弯曲筋,以确保零件弯曲处的垂直度。在弯曲处,弯曲凸模3及6和弯曲凸模9及13,采用了镶拼结构,以便调整零件弯曲尺寸 。 [2] 弯曲两侧及成形圆模具结构考虑到零件在弯曲处直边有效部分只有3.2mm,为保证弯曲后的垂直度,在弯曲处设计带有弯曲筋的凸模。另原设计把4处1/4圆的凸台与两侧面同时成形,但在试模过程中,4处1/4圆凸台成形时材料出现明显的裂口,有时会断裂,很不理想。为保证零件的成形质量,增加了1副单独成形1/4圆的凸台,才解决问题,单独成形1/4圆凸台模具结构。采用**度6061铝合金材料制作而成,外观美观,具有高腐蚀性,经久耐用。

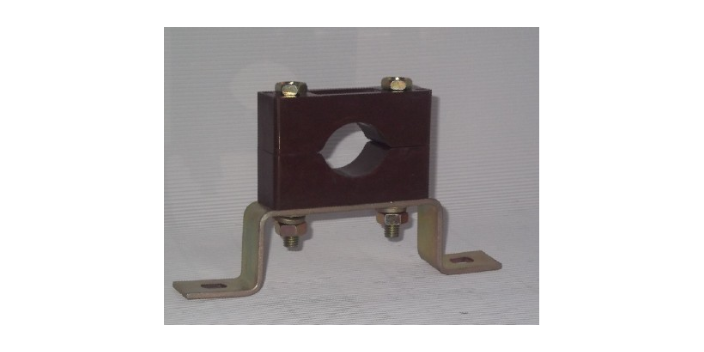
由于现行的模具结构,包括模具的水冷系统已定型,很难再对其作大的水冷结构改造,只能依赖模具从冷模状态到热模状态的模具温度变化为着手。模具试制过程时间为一个台班,分4个时间段,对模具的温度进行测试跟踪,采用的测温设备为G100EXD红外线热成像仪。在每次的测温点处开始取样10件;***次检测,取样10件,后每间隔2h测量模具温度一次,取样10件,到一个台班挤压作业为止,共取样40件;经除渣包、切料柄、除飞边毛刺等清理工序加工后装框进入连续式热处理炉作T6工艺处理。FJ-11~14适用于6~240mm2多芯型或拧绞型的分支电缆安装固定。安装电缆固定夹质量检测
同固定支架配套使用或单独安装在桥架中。安装电缆固定夹质量检测
电缆固定夹具由防涡流夹具、固定支架等产品组成。一、防涡流夹具 型号规格:FJ-01~05,适用于6~1000mm2单芯型的分支电缆安装固定、FJ-11~14适用于6~240mm2多芯型或拧绞型的分支电缆安装固定,采用**度环氧树脂模压成型,具有防涡流、阻燃、不吸水、强度高、品种齐全、安装方便等优点,同固定支架配套使用或单独安装在桥架中。二、固定支架 型号规格:ZJ-01~05,适用于6~1000mm2单芯型的分支电缆安装固定、ZJ-11~14适用于6~240mm2多芯型或拧绞型的分支电缆安装固定,采用冷轧钢板转弯、焊接成型,表面镀锌或喷塑处理,具有安装方便、品种齐全、美观等特点,固定支架和防涡流夹具配套使用。安装电缆固定夹质量检测
无锡大特不锈钢有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同无锡大特不锈钢供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

- 有名的电缆固定夹原料 2025-01-26
- 是什么电缆固定夹质量检测 2025-01-26
- 优良电缆固定夹质量保障 2025-01-25
- 安装电缆固定夹哪里买 2025-01-25
- 吉林质量电缆固定夹 2025-01-25
- 质量电缆固定夹特征 2025-01-23
- 江苏正规电缆固定夹 2025-01-23
- 环保电缆固定夹企业 2025-01-22
