异型截面线材的生产过程中,能源消耗的控制是实现绿色制造的重要举措,通过优化工艺参数、采用节能设备、回收利用余热等方式,降低生产过程中的能源消耗。优化工艺参数如合理控制轧制速度、拉拔力等,可减少无用功的消耗;采用节能电机、变频控制系统等节能设备,可降低生产设备的能耗;回收利用热处理过程中产生的余热,用于加热坯料或车间供暖,提高能源利用率。能源消耗的控制不仅降低了生产成本,还减少了碳排放,符合国家节能减排的政策要求,推动异型截面线材行业的可持续发展。圆直线的柔韧性可满足部分场景的弯折需求。佛山超薄异型截面/扁线/直线源头供应商
异型截面线材的包装标识是保障产品可追溯性的重要措施,每个包装单元需标明产品的规格、材质、生产批次、生产日期等信息,便于客户识别和追溯。规格信息包括截面形状、尺寸、长度等;材质信息标明原材料的种类,如不锈钢、碳钢、铜合金等;生产批次和生产日期则便于追踪产品的生产过程,若出现质量问题可及时追溯到相关批次,采取召回或整改措施。包装标识通常采用标签或喷码的方式,确保标识清晰、牢固,不易脱落。完善的包装标识体系能提升产品的规范化管理水平,增强客户对产品质量的信任度。肇庆五金冲压异型截面/扁线/直线供应商扁线可根据客户需求,提供个性化的定制生产服务。
圆直线的直径公差控制是保障绕组性能的关键指标,不同应用场景对公差精度有不同要求。在精密电子电机中,圆直线的直径公差需控制在±0.01mm以内,确保绕组匝数精细,避免影响电机输出功率;在普通工业电机中,公差可放宽至±0.05mm,平衡性能与成本。公差控制主要通过拉拔模具的精度校准与在线检测实现,拉拔前需对模具孔径进行精密测量,拉拔过程中通过激光测径仪实时监测圆直线直径,发现偏差及时调整拉拔参数。此外,成品圆直线需按批次进行抽样检测,通过千分尺测量直径,确保批次内产品公差一致性,为后续绕组加工提供稳定的材料保障。
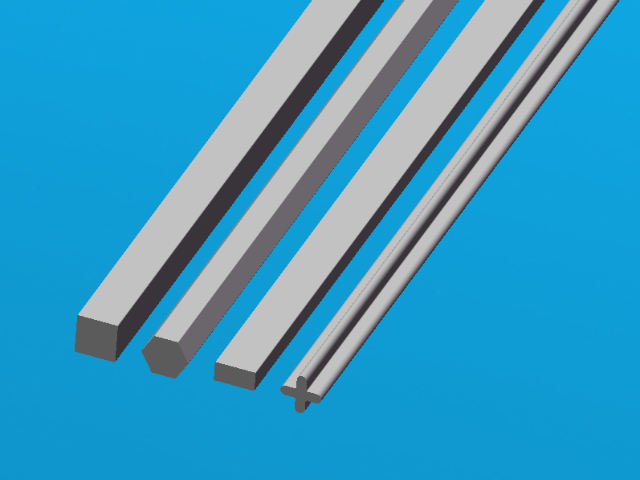
圆直线的制造工艺涵盖原材料筛选、拉拔、退火、绝缘处理及成品检测等关键环节。原材料环节需严格把控导体纯度,铜质圆直线多选用无氧铜坯料,确保导电性能稳定;铝质圆直线则需控制杂质含量,提升机械强度。拉拔工艺通过模具孔径的逐步缩小,将坯料拉制成所需直径的圆直线,拉拔过程中需控制拉拔速度与润滑效果,避免导体表面出现划痕。退火工艺通过200-400℃的温度处理,消除拉拔过程中产生的内应力,提升圆直线的柔韧性与可塑性,便于后续绕线加工。绝缘处理环节根据应用场景选择涂覆或挤包工艺,确保绝缘层均匀致密,成品检测则重点核查直径公差、绝缘厚度与导电性能。异型截面线材的耐磨损表现良好,适合长期使用场景。
异型截面线材的生产标准化是推动其行业发展的重要保障,目前国内外已制定了一系列相关的标准,规范了异型截面线材的尺寸公差、力学性能、表面质量等指标。这些标准为生产企业提供了明确的质量控制依据,确保不同企业生产的异型截面线材具有互换性,便于下游应用。例如,部分标准规定了冷轧异型截面线材的尺寸公差范围、不同材质线材的抗拉强度最小值等指标;还有一些标准针对特定应用领域的异型截面线材制定了专项要求,如医用异型截面线材的生物相容性标准。遵循标准化生产不仅能提升产品质量,还能增强企业的市场竞争力,推动异型截面线材行业的健康发展。我们可提供圆直线的样品供客户进行测试。广州低碳钢异型截面/扁线/直线实力厂家
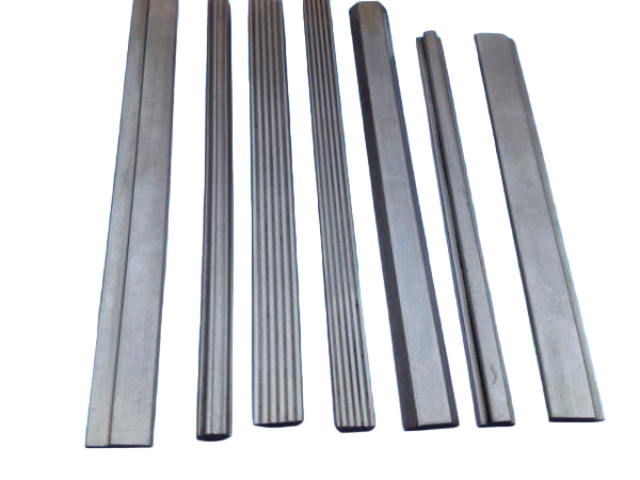
异型截面线材的宽度与厚度规格多样,选择空间充足。佛山超薄异型截面/扁线/直线源头供应商
异型截面线材的生产技术正在不断创新,除传统的冷轧、冷拉工艺外,新的成型技术如激光切割辅助成型、3D打印成型等也在逐步探索应用。激光切割辅助成型技术可通过激光精细切割模具孔型,提升模具的设计精度,从而生产出更复杂的异型截面线材;3D打印成型技术则可直接制作出定制化的异型截面线材,无需传统模具,缩短了产品开发周期,适合小批量、个性化的生产需求。这些新技术的应用推动了异型截面线材生产向更精密、更高效、更多样化的方向发展,拓展了其在高级制造领域的应用空间。同时,生产过程中的节能降耗技术也在不断升级,通过优化工艺参数、采用新型模具材料等方式,降低生产过程中的能源消耗和材料损耗,符合绿色制造的发展趋势佛山超薄异型截面/扁线/直线源头供应商
东莞科力线材技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的冶金矿产中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来东莞科力线材技术供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!


