- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
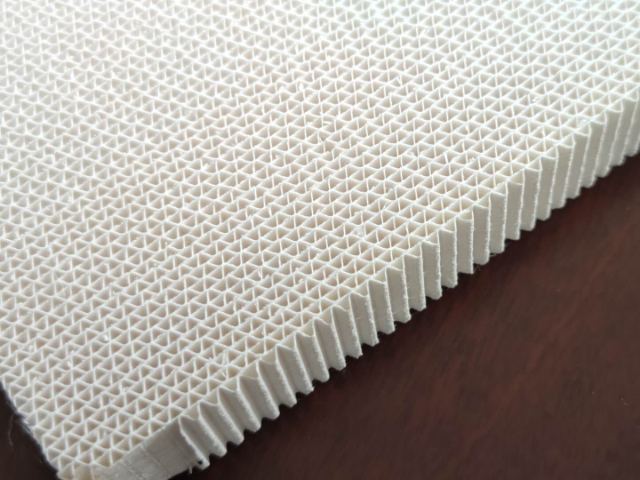
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
瓦楞成型(环节)经过预热的芯纸被输送至瓦楞成型机构,这一环节由一对(或多对)相互啮合的瓦楞辊完成:瓦楞辊表面刻有规则的凹凸纹路(楞型),分为上辊(通常为凸楞)和下辊(通常为凹楞),两者的纹路完全匹配;当芯纸进入两辊之间的啮合区域时,在辊筒的旋转压力作用下,纸张被强制压入凹凸纹路中,形成与辊面纹路一致的波浪形(瓦楞)结构;瓦楞辊在工作时会持续加热(通过蒸汽、电加热等方式),高温环境能帮助瓦楞结构快速定型,增强瓦楞的挺度和稳定性,避免成型后回弹或塌楞。单面瓦楞机的高速传动系统,配合高精度齿轮组,实现每分钟数十米的纸板产出,大幅提升生产效率。江苏沸石转轮单面瓦楞机
单面瓦楞机
生产效率的提升是企业降低成本、提升竞争力的关键。现代单面瓦楞机通过优化机械结构、采用高性能驱动系统,实现了生产速度的大幅提升。传统单面瓦楞机的生产速度通常在30-60m/min,而现代高速单面瓦楞机的生产速度可达到120-150m/min,部分**机型甚至可突破200m/min。为实现高速稳定生产,设备采用了强高度瓦楞辊和压力辊,确保在高速运转下仍具有足够的刚性和耐磨性;同时配备了高精度动态平衡系统,减少设备在高速运转过程中的振动,振动幅度控制在0.1mm以内,避免因振动导致瓦楞成型不规整或设备损坏。此外,高速切断系统的应用的,确保在高速生产情况下仍能实现精细切断,切断响应时间小于0.1秒,有效避免了产品堆积。江苏板式催化单面瓦楞机多少钱随着包装行业的需求升级,单面瓦楞机不断迭代创新,朝着更高速、更智能、更环保的方向持续发展。
随着科技的飞速发展,现代玻璃纤维瓦楞机普遍采用先进的PLC控制系统,它宛如设备的智能“指挥官”,对整个生产过程进行全方面、精细的控制和管理。PLC控制系统具有自动化程度高、操作简便、功能强大以及故障报警及时等诸多优点。通过预先编写的程序,它能够实时监测瓦楞机的运行状态,包括各个部件的转速、温度、压力等参数,并根据生产需求对这些参数进行自动调整和优化。操作人员只需在操作界面上输入相关的生产参数和指令,PLC控制系统就能迅速做出响应,精确控制设备的运行,实现生产过程的自动化和智能化。
纤维脱落问题:虽然湿法工艺减少了纤维脱落,但在某些苛刻工况下,微细纤维仍可能脱落,可能对空气品质或下游设备造成影响。吸附剂负载均匀性:确保吸附剂在纤维毡上均匀分布是一项技术挑战,不均匀的负载会导致转轮局部过早饱和,降低整体除湿效率。再生效率优化:转轮再生过程的能量效率直接影响整个除湿系统的运行成本,如何优化载体结构以提高再生效率仍需深入研究。工艺优化:通过改进生产工艺,如精细控制纤维分布和粘结剂含量,在保证性能的同时降低成本。通过调整瓦楞辊间隙,可生产A、B、C、E等不同楞型的瓦楞纸板,满足多样化包装需求。
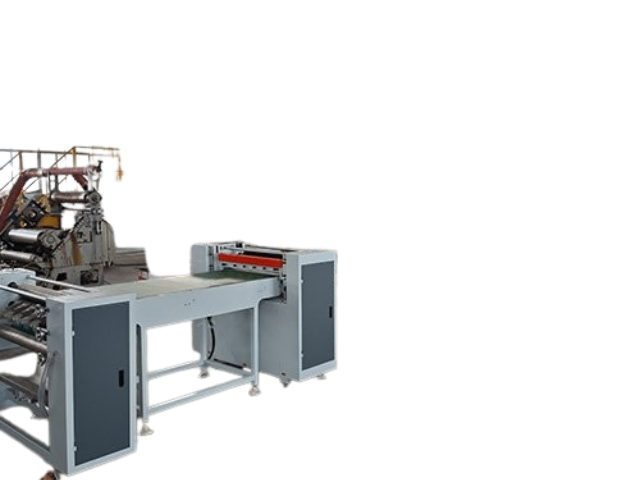
切断系统:切断系统的重心功能是将连续成型的单面瓦楞纸板按照预设的长度进行精细切断,满足后续加工或直接使用的需求。切断方式主要分为机械切断和液压切断两种,机械切断适用于中低速生产线,具有结构简单、维护方便的优势;液压切断适用于高速生产线,切断速度快、精度高,可有效避免因切断不及时导致的产品堆积。现代单面瓦楞机的切断系统配备了高精度伺服控制系统,可通过触摸屏设定切断长度,切断精度误差控制在±1mm以内,同时支持批量切断和单张切断两种模式,适配不同的生产需求。预加热装置可提前软化面纸与芯纸,避免因纸张含水率不均导致的变形问题。江苏沸石转轮单面瓦楞机
单面瓦楞机的张力控制系统,能根据不同克重的纸张,自动调整张力大小,有效避免纸张断裂或褶皱问题。江苏沸石转轮单面瓦楞机
放卷机构:作为原材料供应的起始环节,放卷机构的重心作用是将玻璃纤维布、玻璃纤维纸等基材平稳、匀速地输送至后续加工环节。为避免基材在输送过程中出现拉伸断裂、起皱或跑偏等问题,**机型通常配备动态张力控制系统,通过传感器实时监测基材张力,自动调节放卷速度,确保张力波动控制在5%以内。同时,部分设备还集成了纠偏装置,可实时监测基材位置,当出现横向偏移时自动调整,保证基材始终沿预设路径运行。浸胶系统:该系统是实现玻璃纤维与树脂复合的关键环节,其性能直接影响瓦楞制品的粘结强度和耐腐蚀性。浸胶系统通常由胶槽、涂胶辊、刮胶装置等组成,部分**设备配备智能胶量控制系统,可根据基材厚度和运行速度自动调节浸胶量,胶料回收率可达95%以上,既降低了生产成本,又减少了VOCs排放。在胶料选择上,可根据产品需求选用环氧树脂、聚酯树脂等不同类型的粘结材料,部分环保型设备还支持使用生物基树脂(如大豆油基树脂),实现碳排放减少30%以上,符合欧盟RoHS指令要求。江苏沸石转轮单面瓦楞机
- RTO废气处理单面瓦楞机视频 2026-05-27
- 江苏沸石转轮单面瓦楞机 2026-05-27
- 无锡沸石转轮单面瓦楞机图片 2026-05-27
- RTO废气处理单面瓦楞机工艺 2026-05-27
- 玻璃纤维模块单面瓦楞机生产工艺 2026-05-27
- 无锡板式催化单面瓦楞机价格 2026-05-26
- 江阴玻璃纤维瓦楞单面瓦楞机公司 2026-05-26
- 催化剂载体单面瓦楞机操作流程 2026-05-26
- 无锡除湿转轮单面瓦楞机设备 2026-05-26
- 江阴RTO废气处理单面瓦楞机生产工艺 2026-05-24
- 江苏脱硝催化单面瓦楞机图片 2026-05-24
- 无锡除湿转轮单面瓦楞机视频 2026-05-22