
- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
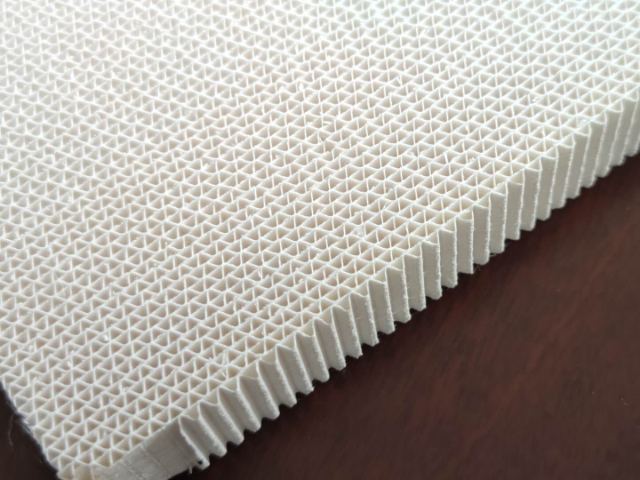
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。结构紧凑耐用,维护便捷,长期运行保持稳定的分子筛瓦楞成型质量。玻璃纤维模块单面瓦楞机生产工艺
单面瓦楞机
成型装置:作为设备的“心脏”,成型装置的设计直接决定了瓦楞制品的波形精度、结构强度和生产效率。根据产品形状和应用场景的不同,成型装置主要分为辊压成型、缠绕成型和模压成型三种类型。辊压成型机通过一对或多对带有预设波形的辊筒,将浸胶后的基材辊压成线性瓦楞结构,适合大批量标准化产品生产,如建筑用瓦楞板;缠绕成型机则通过中心轴旋转带动模具运动,配合可伸缩的扇形板组合结构,实现圆柱形、锥形等双曲面瓦楞容器的连续缠绕成型,这种设计使传统需要人工内贴的成型工艺实现机械化,生产周期从数小时缩短至约一小时;模压成型机采用液压系统提供成型压力,适用于复杂形状制品的生产,单次成型时间较长但制品精度高。江阴RTO废气处理单面瓦楞机图片现代化的单面瓦楞机配备智能控制系统,可精细调节温度、压力和速度,确保瓦楞成型质量稳定如一。
在包装产业高速发展的当下,瓦楞纸箱凭借轻质强高、缓冲防震、绿色可回收等重心优势,已成为食品饮料、电子电器、快递物流、农产品运输等领域的主流包装形式。作为瓦楞纸箱生产的重心前置装备,单面瓦楞机承担着将原纸加工成单面瓦楞纸板的关键任务,其技术水平直接决定了瓦楞纸板的成型质量、生产效率及后续加工的稳定性。从早期的间歇式简易设备到现代的连续化智能生产线,单面瓦楞机的迭代升级不仅推动了包装产业的工业化进程,更适配了下游市场对包装轻量化、定制化、绿色化的多元需求。
在新材料产业快速发展的当下,玻璃纤维复合材料凭借轻质强高、耐腐蚀、绝缘性优异等重心特性,已成为建筑、交通、能源、环保等领域的关键材料。玻璃纤维瓦楞制品作为其中的重要品类,其成型质量与生产效率直接依赖于重心装备——玻璃纤维瓦楞机的技术水平。从传统手工成型到机械化连续生产,从基础成型功能到智能化精细控制,玻璃纤维瓦楞机的迭代升级推动着下游产业的转型升级。玻璃纤维作为一种无机非金属材料,具有耐高温、抗腐蚀、强度高、重量轻等天然优势,其制成的瓦楞制品通过特殊的波形结构设计,进一步提升了材料的抗压、抗冲击性能,同时兼具良好的隔热、隔音效果。近年来,随着全球绿色低碳发展理念的深入推进,以及装备制造、新能源、节能环保等战略性新兴产业的快速扩张,市场对玻璃纤维瓦楞制品的需求持续攀升。模块化设计使单面瓦楞机易于维护,关键部件可快速更换以减少停机损失。
在能源环保领域,玻璃纤维瓦楞制品主要用于工业除湿转轮、催化剂载体、脱硫脱硝设备等关键部件,凭借优异的热稳定性、抗腐蚀性和绝缘性,成为工业废气处理和能源高效利用的重心材料。玻璃纤维纸单面瓦楞除湿转轮使用寿命可达5-8年,质优产品甚至可达10年以上;通过调整玻璃纤维纸的配方(如添加耐腐蚀成分),可使转轮在处理含氯、硫等腐蚀性成分的空气时,使用寿命比普通转轮延长30%以上。在风电行业,大型风机叶片采用瓦楞夹心结构设计,需要特用缠绕成型设备实现复杂曲面成型,其尺寸精度控制在±0.5mm以内。针对能源环保领域的需求,玻璃纤维瓦楞机需具备高精度控制、耐高温、耐腐蚀等特性,部分设备还需集成智能监控系统,确保产品性能的稳定性。单面瓦楞机的蒸汽加热系统是关键,精确的温度控制直接影响到瓦楞纸与面纸之间的粘合效果。江阴RTO废气处理单面瓦楞机图片
一次成型稳定,无需二次修正,提升分子筛载体生产效率。玻璃纤维模块单面瓦楞机生产工艺
一些研究采用功能性涂层处理纤维表面,以增强纤维与吸附剂之间的结合力。复合结构设计:将湿法玻璃纤维毡与其他材料(如陶瓷纤维或金属支撑体)结合,形成复合结构,兼顾强度、稳定性和成本。通过计算流体动力学(CFD)等工具优化蜂窝结构参数,提高传质传热效率,降低再生能耗。实际运行数据表明,采用湿法玻璃纤维毡作为载体的除湿转轮具有以下性能优势:除湿效率稳定:长期运行后,除湿效率下降幅度很小,表明材料具有出色的耐久性。玻璃纤维模块单面瓦楞机生产工艺
- RTO废气处理单面瓦楞机视频 2026-05-27
- 江苏沸石转轮单面瓦楞机 2026-05-27
- 无锡沸石转轮单面瓦楞机图片 2026-05-27
- RTO废气处理单面瓦楞机工艺 2026-05-27
- 玻璃纤维模块单面瓦楞机生产工艺 2026-05-27
- 无锡板式催化单面瓦楞机价格 2026-05-26
- 江阴玻璃纤维瓦楞单面瓦楞机公司 2026-05-26
- 催化剂载体单面瓦楞机操作流程 2026-05-26
- 无锡除湿转轮单面瓦楞机设备 2026-05-26
- 江阴RTO废气处理单面瓦楞机生产工艺 2026-05-24
- 江苏脱硝催化单面瓦楞机图片 2026-05-24
- 无锡除湿转轮单面瓦楞机视频 2026-05-22

